

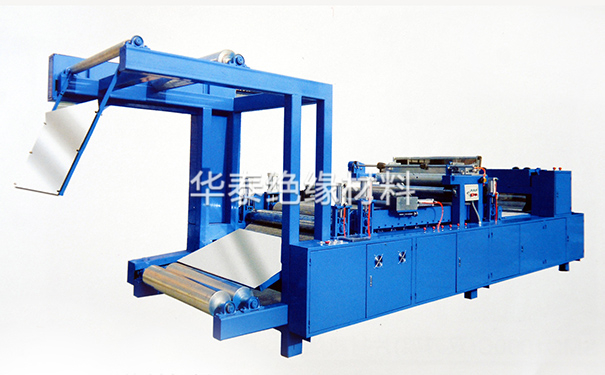
玻璃碳纤维预浸料组的热压工艺
1、涂膜工艺。用热熔法将热态树脂按设计要求均匀地涂敷到离型纸上,冷却,使涂敷的树脂薄膜粘着在离型纸上。涂膜厚度(反应涂膜量)可通过调节涂膜辊温度或离型纸前进速度来控制。涂膜厚度可控制在30-70μm范围内·涂膜量约为35-80g/m2,涂膜辊的温度需根据树脂的热性能来确定。
2、碳纤维的轴向整经。碳纤维筒排列在整经架上,单向排列,经过精梳机梳理,有序单向排齐。彼此不交叉,彼此无空袭,排列成千态无纬布。如果是12K或24K碳纤维,还需开纤扩幅,使每根单丝都有相同概率渗浸热熔树脂。显然,有捻碳纤维不适宜制造单向预浸料。
3、热熔转移树脂。整经梳理好的碳纤维无纬布与涂有树脂膜的离型纸接触,经热熔热压工艺,把离型纸上的树脂膜转移到无纬布上,制得单向碳纤维复合材料的无纬布(UD-CFRP)收卷,供使用。成品UD-CFRP需冷藏贮存。因为它已含固化剂,属于B态。使用时,裁剪,登层,热压固化,制得成品。
铺层热压罐法制取CFRP成品的流程是玻璃碳纤维预浸料机组常用的成型技术。